
1-805-484-2992
Quotes - Engineering - SalesHeat Exchangers for Personal & Pet Care
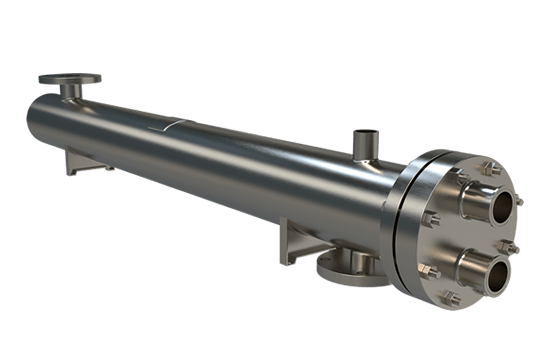
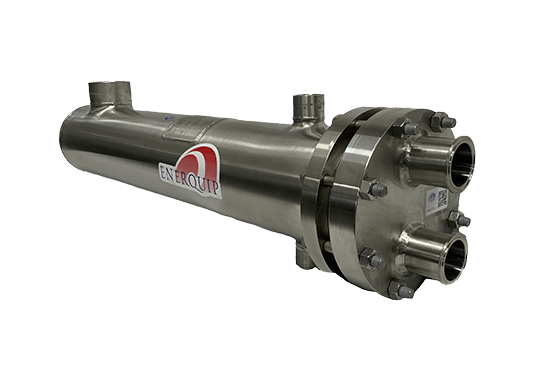
Processing facilities rely on consistent and accurate product temperatures throughout blending operations to achieve uniformity. Our shell and tube exchangers provide efficient heat transfer for both large and small batches, ensuring consistency in heating and cooling.
- Shell & Tube: XXX
- Condensers: XXX
- Bayonet Heaters XXX
- Steam Generators: XxX
- Waste Heat Economizers: XXX
- Thermal Fluid Heaters: XXX
Stock Units
Sanitary Applications
- Evaporators & Condensors
- Clean-in-Place
- Bio-Tech
Custom Units
Sanitary Applications
- Brewery & Distillery
- Food & Beverage
- Dairy Pasteurization
Heat Exchangers for Personal & Pet Care
XXX
These industries depend on various thermal processes during manufacturing, including:
- Mixing
- Blending
- Emulsifying
- Filling
Shell and tube heat exchangers are vital for achieving the correct temperature and consistency in personal and pet care products such as:
- Lotions
- Creams
- Shampoos
- Conditioners
- Pet foods
This technology ensures that products are safe, effective, and meet the high standards of these industries. With their ability to heat or cool products quickly and accurately, shell and tube heat exchangers are an essential part of personal and pet care manufacturing.
Heating and Cooling Applications in Personal and Pet Care
Shell and tube heat exchangers are commonly used in various manufacturing processes such as heating, cooling, and condensing. Below are a few examples of their applications.
CIP (Clean-in-Place)
CIP systems enable thorough cleaning without dismantling equipment or wasting water. These systems use shell and tube heat exchangers to circulate water, steam, or cleaning chemicals through the equipment, recycling the liquid afterward. CIP is an effective and environmentally friendly method for maintaining clean equipment.
Pure Water Heating and Cooling
Maintaining the quality and purity of personal and pet care products is crucial. Our experts can help ensure your facility has the right shell and tube exchangers for sanitary pure water applications.
In the personal care industry, pure water is used for product preparation (for topical or ingestible use) and for cleaning product-contact components. Since water can be prone to endotoxins and microorganisms, equipment and procedures must be designed to minimize contamination. Distillation and reverse osmosis are common techniques for preparing pure water.

Distillation
In the distillation process, water is heated into vapor, stripping it of heavier ions, particles, and endotoxins. The vapor is passed through tubes and recondensed into liquid, producing pure water. Our shell and tube heat exchangers can also generate clean steam, which can be condensed and treated as pure water.
Reverse Osmosis
In reverse osmosis, pretreated water is forced through a semi-permeable membrane, filtering dissolved ions, salts, and organic compounds. Because membranes can easily foul, it's important to maintain proper pressure and flow rates.
After pure water is produced, it must be used immediately or stored properly. Proper storage involves keeping the water in motion and at high temperatures, around 90°F. Shell and tube heat exchangers help maintain the even temperature of stored water, heating it to 185°F during recirculation to prevent contaminants like microorganisms, then cooling it to the optimal storage temperature.
Evaporation
Evaporation is used to boil off certain fractions of slurry or to thicken products by removing water. Hot steam or thermal oil is applied to the shell to boil the product within the tubes.
Heating/Cooling
Heat exchangers are used to bring ingredients to the required temperature. For instance, in wet pet food production, heat exchangers heat the meat, vegetable, and grain mixture before canning. In dry pet food production, they cool the mixture before it is extruded and shaped into kibble.
Condensing
During the production of personal and pet care products, solvents and other volatile substances must be removed through condensation. Heat exchangers cool mixtures until vapors condense for collection.
Pasteurization
Pasteurization reduces harmful bacteria in certain foods, making them safer and extending shelf life. Products like liquid eggs, milk, and yogurt are surface-pasteurized using steam or hot water, often with a shell and tube exchanger. The product is quickly cooled afterward to prevent texture or flavor damage and to prepare it for packaging.
Trim Cooling
Process equipment like pumps and valves can inadvertently heat the product. Trim coolers counter this by cooling the product as needed.
Waste Heat Recovery
Heat exchangers and economizers can recycle wasted heat into other areas of the process or plant.
In all these applications, shell and tube heat exchangers are preferred for their efficiency and ability to handle high pressures and temperatures. They are also easy to clean and maintain, which is crucial in high-purity industries where hygiene and safety are top priorities.
Advantages of Shell and Tube for Product Heating and Cooling
Shell and tube heat exchangers offer several advantages for product heating and cooling in sanitary industries, including:
- Surface Finish: Stainless steel surfaces with low Ra finishes resist product buildup and are easy to clean.
- Viscosity: Shell and tube exchangers can process more viscous products than many other designs.
- Visibility: They allow visual verification of cleaning, either through sight glasses or with borescopes, which is harder with spiral or plate and frame exchangers.
- High Operating Temperatures: These exchangers can operate safely at higher (or lower) temperatures and can handle vacuum or high-pressure conditions.
- Variety of Configurations: Available in single-pass, multi-pass straight tube units, or multi-pass U-tube units.
- Flexible Installation: Can be installed horizontally, vertically, or at an incline, depending on available space.
- Customization: Options for surface finishes, mounting supports, insulation jackets, and process connections are widely available.

