
1-805-484-2992
Quotes - Engineering - SalesIndustrial Stainless Heat Exchangers
Selecting the appropriate material for your heat exchanger is crucial, depending on your specific application and process fluids. To cater to various industrial needs, our heat exchangers are fabricated from a wide range of materials, including carbon steel, 304L & 316L stainless steel, duplex stainless steel 2205 & 2507, Hastelloy, Alloy 20, Monel 600, AL-6XN, and Titanium Gr2.
- Numerous Applications: Ideal for ethanol plants, chemical plants, refineries, asphalt heating, and landfill gas cooling, offering reliable and high-quality performance.
- Various Heating & Cooling Duties: Including vapor to vapor, vapor to liquid, liquid to vapor, and multiple oil to steam configurations.
- Diverse Material Options: We offer exchangers in carbon steel (built in a separate facility), stainless steel, Hastelloy, Monel, and titanium for different applications.
- Competitive Pricing: We offer competitive pricing on stainless-steel exchangers, providing durability, low maintenance costs, and sanitary benefits.
- Codes & Standards: TEMA, ASME Code, and API-660 standards, ensuring safety and stability, with designs reviewed and tested by third-party inspectors.
- Optional Features: We offer features like davit arms, channel covers, vacuum breakers, and enhanced surface finishes for efficient inspection and service.
Stock Units
Sanitary Applications
- Evaporators & Condensors
- Clean-in-Place
- Bio-Tech
Custom Units
Sanitary Applications
- Brewery & Distillery
- Food & Beverage
- Dairy Pasteurization

Industries Served
Heat exchangers are an essential component in a number of different industries.
Utilizing the most advanced technology and materials available on the market, our industrial heat exchangers are built to last.
- Engine Cooline
- Power Plants
- Chemical Processing
- Landfill Gas
- Condensing and Evaporating
- Refineries
- and many more...
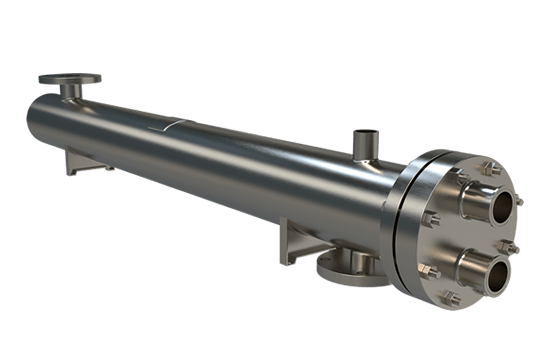
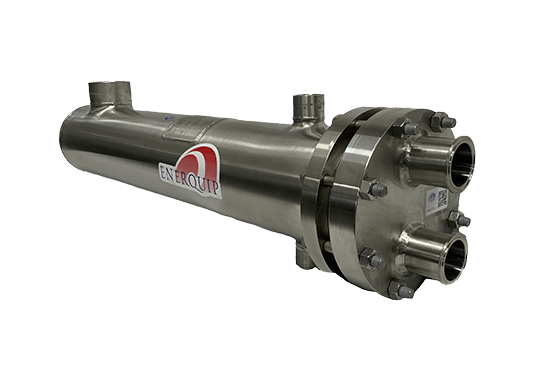
Stainless Exchangers for Industrial Applications
We ensure the highest standards of purity in our sanitary and pharma-grade exchangers to prevent any risk of cross-contamination. Our manufacturing processes are separated by material type, with our Medford, WI facility dedicated exclusively to stainless steel, and our Beggs, OK facility handling carbon steel production. With decades of experience in working with stainless steel, we leverage our expertise and purchasing power to offer 100% stainless steel exchangers at competitive prices comparable to carbon steel. This approach provides you with equipment that offers greater value, lower maintenance costs, and enhanced durability and sanitation.
Our team of experienced engineers is available to assist you in exploring cost-saving options for higher alloy heat exchangers. These suggestions might include using explosion-bonded clad tubesheets and channel covers instead of solid plates, and opting for lap joint flanges instead of solid high alloy flanges where appropriate.
Safety and Codes
Your safety and the security of your facility are our top priorities. All of our shell and tube heat exchangers are meticulously designed to adhere to TEMA C, B, or R guidelines, following industry best practices for thermal design and construction. Each design is thoroughly evaluated using Compress codeware to ensure compliance with ASME Code, including considerations for nozzle loadings, seismic conditions, and other site-specific factors that could impact the stability of your equipment. Every exchanger is reviewed and approved by a third-party inspector who oversees fabrication and witnesses the ASME hydro-test of each unit. Additionally, we have the capability to design and build exchangers to meet API-660 and other international codes as required.

The Highest Possible Standards
We listen to our customers, anticipating their needs for the operation and maintenance of their shell and tube heat exchangers. Our goal is to minimize maintenance downtime while incorporating safety features that enable your maintenance team to inspect, clean, and service the exchangers quickly and efficiently. Depending on your needs, we may recommend features such as davit arm or hinge assemblies for heavy bonnet removal, channel covers, non-asbestos and chloride-free insulation, horizontal saddles or vertical mounting supports, vacuum breakers, sight glasses, various connection types (ANSI flanged, lap joint, NPT threaded, or sanitary Tri-clamp), Jaygo clamps for frequent head removal, twisted tape turbulators for enhanced flow and heat transfer, floating tube sheets for thermal expansion protection, and enhanced surface finishes, up to 15Ra Electropolished.
Shell and tube heat exchangers are essential components in industrial processes, playing a critical role in temperature regulation across a wide range of applications. Our exchangers are used in air conditioning and cooling systems, heating systems, and are vital for the safe temperature control of machinery, chemicals, oil, water, gas, asphalt, and other substances in industrial plants. Additionally, our exchangers are often employed to capture and transfer steam or heat exhaust released as byproducts of industrial processes, allowing for the reuse of this energy elsewhere. This not only enhances production efficiency but also saves time, resources, and money for industrial plants.

