
1-805-484-2992
Quotes - Engineering - SalesHeat Exchangers for Cannabis
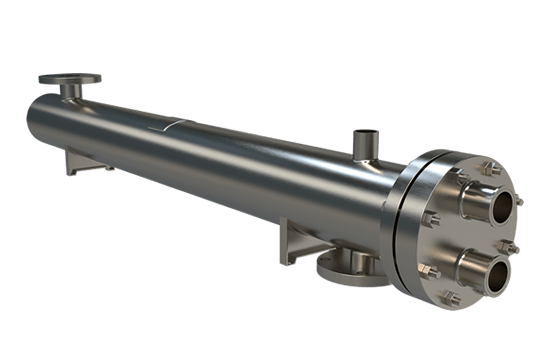
Sanitary shell and tube heat exchangers are specifically designed to rapidly adjust the temperature of extraction media, such as CBD oil, with precision. These exchangers are capable of managing the substantial temperature variations needed in extraction techniques like supercritical CO2 or ethanol extraction.
- Evaporation: The extracted CBD/THC oils are separated from ethanol solvent using heat exchangers and then evaporated in a flash tank, allowing ethanol vapors to be reclaimed while isolating the CBD/THC oils.
- Cryogenic Cooling: Ethanol is chilled to subzero temperatures using plate or tubular heat exchangers and specialized heat transfer fluids like Dynalene to enhance extraction efficiency.
- Evaporation and Recovery: After extraction, the hydrocarbons evaporate at ambient conditions, allowing efficient recovery while CBD/THC oils are collected.
Stock Units
Sanitary Applications
- Evaporators & Condensors
- Clean-in-Place
- Bio-Tech
Custom Units
Sanitary Applications
- Brewery & Distillery
- Food & Beverage
- Dairy Pasteurization
Cannabis and CBD Heat Exchangers
Their rapid heat transfer abilities, along with handling phase changes during extraction and post-processing, preserving cannabinoid purity and potency, and winterizing or processing cannabis distillates, make them indispensable in the industry.
Overview
Heat exchangers are crucial in various stages, including extraction, winterization, solvent recovery, decarboxylation, and distillation of cannabis products. They are constructed from materials that meet stringent industry standards for purity and safety, including adherence to 3-A Sanitary Standards. With advanced design and engineering, these heat exchangers are scalable and easy to maintain, allowing for smooth integration into existing extraction systems.
Botanical Extraction Solutions require a deep understanding of processes to achieve high-purity CBD and THC products. HeatX is a leader in the CBD/THC extraction field, offering a comprehensive selection of plate and tubular heat exchangers tailored to meet specific extraction needs.
Solvent Recovery Condensers
In solvent recovery applications, closed vapor recovery condenser systems offer a secure and environmentally friendly solution for compressing vapors without releasing them into the atmosphere. This process enables the reclamation and reuse of expensive chemicals that would otherwise be lost. By utilizing shell and tube heat exchangers for direct condensation, chemical and petroleum vapors can be converted into a usable liquid form. This liquid can then be returned to its original source or repurposed for other uses.
To minimize fouling and scaling within the tubes and bonnets, condensers used in the oil extraction industry should have surface finishes polished to a food-grade standard of 32Ra or better. For added protection against contamination, these condensers can undergo electropolishing to achieve a near mirror-like finish, similar to those used in the pharmaceutical and personal care sectors. This process eliminates crevices where materials could accumulate, thus reducing the risk of contamination.

Ethanol Coolers
Shell and tube heat exchangers are highly effective for cooling ethanol to subzero temperatures. These coolers can be designed as either single-pass or multi-pass units, with removable bonnets that allow for easy inspection and cleaning of the tubes and other surfaces that come into contact with the product. Additionally, they can be configured as U-tube exchangers with removable tube bundles. In operation, thermal oil or liquid nitrogen is circulated through the shell side of the cooler, while ethanol flows through the sanitary tube side.
Evaporators & Reboilers
Following the extraction of oil using ethanol or hydrocarbons, it is necessary to vaporize and recover the solvents from the product. One efficient method for performing this evaporation is to feed the product stream upward through a vertical shell and tube heat exchanger, often referred to as an external calandria or reboiler. In this configuration, steam or hot thermal oil is circulated through the shell, while the oil and solvent mixture is fed upward through the tubes. As the steam or thermal oil heats the mixture, the solvents vaporize and exit the top of the exchanger to be condensed, while the remaining product is directed to the next stage of the process.
An alternative type of evaporator used for this separation process is a falling film evaporator, where the product mixture flows downward through the tubes instead of upward. In this setup, the heating medium is provided in the shell side of the exchanger, and the vapors flash off as the product drips down the inside of the tubes.
Since the thermal properties of oil and solvent mixtures can vary, the design of evaporators is often handled by OEMs specializing in evaporation. Many of these manufacturers operate R&D test centers where products can be tested, and thermal performance can be verified to properly size the shell and tube exchanger used as the evaporator. It's important to note that evaporators and reboilers are not easily scalable and may experience performance issues if the flow rate is reduced or exceeds the tested capacity. To address this, multiple evaporators may be required, each sized for different flow rates on various production lines.
Evaporators and reboilers used to remove solvents from products should have product contact surfaces polished to a minimum food-grade standard of 32Ra. Higher-quality finishes, such as those found in pharmaceutical applications (typically 20Ra and electropolished), can also be provided. To accommodate these finish requirements, it's best to keep the product on the tube side of the exchanger, with utility streams circulating on the shell side.

Coolers & Chillers
After separating solvents from the product, organic vapors are directed to a condenser for recovery and reuse. Additionally, the product must be cooled before it can be tested and packaged for distribution. A shell and tube cooler is well-suited for this cooling process.
In this setup, the product is fed through the tube side of the exchanger, which is sanitary and typically has at least a food-grade surface finish. The cooling utility flows through the shell of the exchanger, with baffles directing it across the tubes to effectively remove heat from the product. This cooling occurs safely without any mixing between the product in the tubes and the utility fluids in the shell. The sanitary stainless steel construction of the shell and tube cooler also makes it easier to clean and inspect compared to coil-type or plate and frame coolers.
Common cooling utilities include chilled water, a water and glycol mix, or thermal oil provided in a closed-loop system from a refrigeration glycol chiller. These chiller units typically feature user-friendly controls, allowing you to set a temperature point for the coolant that is consistent with the design of the shell and tube exchanger. Your exchanger designer can help calculate the necessary coolant volume and determine the optimal inlet temperature for your glycol chiller, accounting for a typical 10°F rise in coolant temperature.

