
1-805-484-2992
Quotes - Engineering - SalesHeat Exchangers for Food & Beverage
With decades of expertise, our resourceful team offers sizing and design selection assistance tailored to your specific process needs. Our skilled sales engineers utilize advanced modeling software to recommend the ideal equipment for each heating or cooling application.
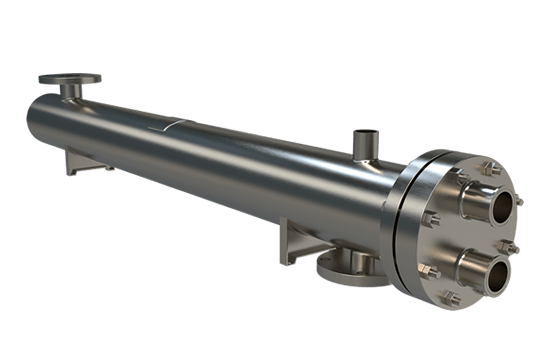
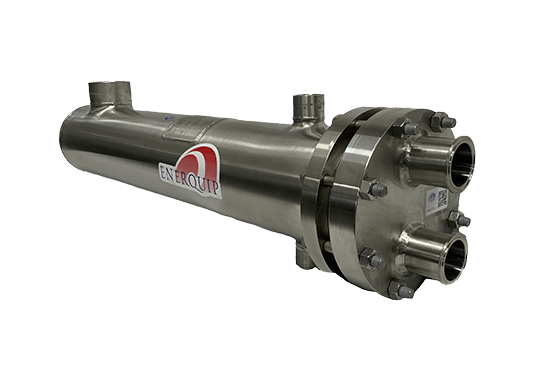
- Shell & Tube: Shell and tube heat exchangers are essential in the food and beverage industry for processes like pasteurization, sterilization, and temperature control.
- Condensers: Condensers play a vital role in food and beverage production by cooling vapors until they condense back into liquids, often reclaiming valuable ingredients or solvents.
- Bayonet Heaters are immersion heaters used in tanks to heat liquids directly, providing uniform heat distribution. They are ideal for melting, tempering, or maintaining the temperature of viscous products like syrups or sauces.
- Steam Generators: Steam generators are vital in food and beverage production for processes like sterilization, cooking, and cleaning. They produce steam on demand, offering a cost-effective alternative to large-scale boilers.
- Waste Heat Economizers: Waste heat economizers capture and repurpose excess heat generated during food and beverage processing, improving energy efficiency and reducing operational costs.
- Thermal Fluid Heaters: Thermal fluid heaters provide precise temperature control in food and beverage manufacturing by circulating heat-transfer fluids in a closed-loop system. Ideal for processes requiring consistent, uniform heating, such as cooking, baking, or drying.
Stock Units
Sanitary Applications
- Evaporators & Condensors
- Clean-in-Place
- Bio-Tech
Custom Units
Sanitary Applications
- Brewery & Distillery
- Food & Beverage
- Dairy Pasteurization
Heat Exchangers for the Food & Beverage Industry
Custom Heat Exchanger Solutions for Heat-Sensitive Products
Proper sizing of your heat exchanger is crucial when working with heat-sensitive products. Heat treatment is necessary to inactivate bacteria and extend shelf life, but it must be done rapidly to preserve food quality. Our sales engineers and design experts can customize your exchanger to fit your specific system and application requirements, rather than relying solely on surface area.
Applications for Sanitary Shell and Tube Heat Exchangers
Brewing
Whether you are new to brewing or looking to optimize your existing setup, using high-quality equipment is crucial. Our experienced engineers can help you determine if a shell and tube heat exchanger is right for your operation and assist in designing a model tailored to your unique needs.
Quality food and beverages stem from a quality setup. Just as inferior ingredients can affect the flavor, color, or aroma of your final product, so can the use of subpar equipment. When selecting a heat exchanger, material choice is key. Stainless steel is a popular option due to its sanitary properties, resistance to fouling, and durability. It's also important to work with engineers who understand the importance of ASME compliance. All of our shell and tube heat exchangers are compliant and stamped according to ASME standards.

Product Heaters & Coolers
Our heat exchangers are used in a wide range of thermal systems within the food and beverage industry. This includes processing liquids, creams, and yogurts, warming syrups, and handling more challenging tasks like melting chocolate, producing whey protein concentrate, and managing other viscous, heat-sensitive products. One common application for shell and tube exchangers in these industries is pasteurization. In the food and dairy industry, pasteurization is a heat treatment process that reduces harmful bacteria in certain foods, ensuring they are safe for consumption and extending their shelf life. The product is then rapidly cooled to prevent negative impacts on texture or flavor and to prepare it for packaging.
Clean-in-Place Heaters
To meet strict sanitation requirements, food and beverage facilities frequently employ CIP systems in their processes. The purpose of a CIP system is to remove product residues and microorganisms from inside tanks, pipes, vessels, and process equipment without requiring disassembly. Food fluids (milk, sauces, etc.) that have undergone heat treatment must be thoroughly flushed from the equipment after each batch with proper cleaning procedures. If surfaces are not perfectly clean, future batches risk cross-contamination, and heat exchange efficiency will be compromised.
CIP systems rely on steam or hot water as the heating medium for their solutions. Our shell and tube heat exchangers are designed to heat these solutions as they circulate through the tubes, typically reaching approximately 185°F. These stainless steel CIP heaters are crafted to the same sanitary standards and with the same surface finish as the equipment being cleaned. They also ensure optimal cleaning results with minimal water consumption. Often, the solution from the final rinse can be reused for the next cycle's pre-rinse. CIP systems also enable the production plant to continue operating during cleaning. While one section is cleaned, other areas can keep producing, maximizing production efficiency and minimizing labor. Investing in a CIP heater ensures that your plant's cleaning operations are performed consistently to meet required sanitation levels.

