
1-805-484-2992
Quotes - Engineering - SalesSpecialty Dairy Heat Exchangers
For over 35 years, we have been specializing in providing the dairy industry with sanitary heating and cooling technology. Our solutions are designed to offer the very best for critical temperature control needs, from chilling milk to pasteurization, our precision equipment is designed with safety and efficiency in mind.
- Essential for Dairy Processing: Sanitary heat exchangers are critical in dairy processing, enabling precise temperature control for pasteurization, sterilization, and cooling to ensure product safety and quality.
- 3-A Compliance: These heat exchangers adhere to 3-A standards, ensuring they meet stringent hygiene requirements for food and beverage safety in dairy applications.
- Corrosion-Resistant Materials: Constructed from 316L stainless steel, these exchangers offer excellent corrosion resistance, ensuring long-lasting performance in harsh dairy processing environments.
- Customizable Design: These heat exchangers can be tailored to specific dairy processing needs, with options for size, configuration, and surface finish to meet unique production requirements.
- Clean-In-Place (CIP) Compatible: Sanitary heat exchangers are designed for easy integration with CIP systems, allowing thorough cleaning without disassembly, minimizing downtime, and ensuring consistent hygiene.
- Versatile Applications: Suitable for a wide range of dairy processes, including milk pasteurization, cream cooling, yogurt production, and whey protein concentrate processing.
Stock Units
Sanitary Applications
- Evaporators & Condensors
- Clean-in-Place
- Bio-Tech
Custom Units
Sanitary Applications
- Brewery & Distillery
- Food & Beverage
- Dairy Pasteurization
Dairy Processing
Dairy heat exchangers perform a critical function in the production of many common grocery items.
These types of heat exchangers are common in the dairy industry:
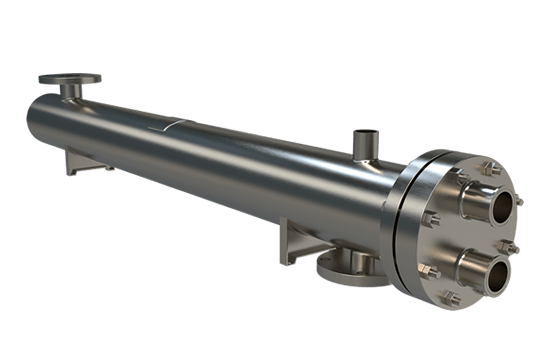
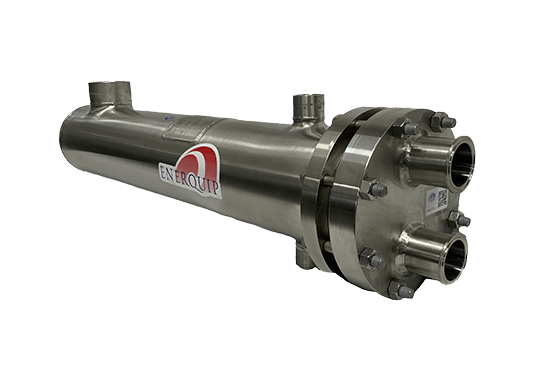
- Shell and Tube Heat Exchangers play an integral role in the dairy industry, used to facilitate a variety of processes.
- Dairy Heat Exchangers are an essential part of many different production processes, as they can recycle and allow for phase changes of process fluids.
- Waste Heat Economizers are a valuable tool for any facility looking to make the most of their energy resources. By recovering waste heat rather than letting it dissipate into the atmosphere, these systems effectively reduce energy costs and increase efficiency.
- Thermal Fluid Heaters are industrial heaters that transfer heat to another fluid or process in a closed loop system.
- Sanitary Bare Coil Tank Heaters can regulate tank temperatures with a high degree of accuracy.
- Bayonet Heaters heat tanks through full immersion in the tanks fluid.
- Steam Generators offer a great alternative for customers who need on-site steam, but want to avoid the costs associated with a large-scale boiler.

Heat Exchangers for the Dairy Industry
Our company is a leading supplier of sanitary stainless-steel shell and tube heat exchangers, offering solutions that meet the most stringent operating and regulatory standards. Leading Clean-in-Place (CIP) suppliers across the United States trust our heat exchangers for their cleaning systems due to their exceptional quality and our ability to consistently meet sanitary requirements and delivery expectations.
Heat management is crucial in the dairy industry, directly affecting both product quality and taste. When handling heat-sensitive products, its essential to have heat exchangers that are properly sized for your specific system and application requirements.
Dairy products require precise heat treatment to inactivate bacteria and extend shelf life. The heat transfer process must be rapid and efficient to avoid compromising the taste and nutritional value of the products. Our team of sales engineers and design experts can customize heat exchangers to the exact specifications your product demands, rather than basing the design solely on surface area.
3-A Compliant Heat Exchangers
Our heat exchangers are 3-A compliant, adhering to strict standards for food and beverage processing to ensure that products passing through the equipment are safe for consumption. We participate in 3-A required third-party verifications and are certified to fabricate heat exchangers according to standard number 12-08. Our experts are actively involved in workgroups for standards development, ensuring we stay current on 3-A standards for product safety.
Our 3-A compliant shell and tube heat exchangers meet finish requirements of 32Ra or better, featuring 316L stainless steel SA-213 seamless tubing and an exposed gasket for easy and thorough cleaning.
Shell and Tube Heat Exchanger Applications
Product Heaters & Coolers
Our heat exchangers are integral to thermal systems in the dairy industry, providing reliable heating and cooling for liquids, creams, yogurts, and more challenging products like whey protein concentrate and other viscous, heat-sensitive materials.
A common application for shell and tube exchangers is pasteurization, a heat treatment process that reduces harmful bacteria in foods to make them safe for consumption and extend their shelf life. Dairy products such as milk, cream, yogurt, and ice cream, as well as liquid and dried eggs, are often surface pasteurized with steam or hot water using shell and tube exchangers. After pasteurization, products are quickly cooled to maintain texture and flavor, and to prepare them for packaging.

Clean-In-Place Heaters
A critical aspect of dairy processing is the cleaning and sanitization of the processing plant. Ensuring proper cleaning and sanitization is vital for the health and safety of both manufacturers and consumers. The Clean-in-Place (CIP) method is a preferred strategy throughout the dairy industry.
Why Choose a CIP System in Dairy?
CIP systems are commonly used in dairies to meet necessary sanitation requirements. These systems remove product residues and microorganisms from inside tanks, pipes, vessels, and process equipment without requiring disassembly.
When processing food fluids like milk or sauces, it is crucial to thoroughly flush the equipment at the end of each batch to prevent cross-contamination and maintain heat exchange efficiency. CIP systems use steam or hot water as the heating medium for their solutions. Our shell and tube heat exchangers efficiently heat these solutions as they circulate through the tubes, typically reaching around 185°F. These stainless steel CIP heaters are designed to the same sanitary standard and with the same surface finish as the equipment being cleaned.
CIP systems offer numerous benefits, including optimal cleaning results with minimal water consumption. In many cases, the solution from the final rinse can be reused for the next cycles pre-rinse, further conserving resources. Additionally, CIP systems allow the production plant to maintain operation during cleaning, maximizing production and minimizing labor costs. Investing in a CIP heater ensures that your plants cleaning operations are consistently performed to meet the required sanitation standards.

